The China plastic molds manufacturer,HANKING will give each precision plastic injection molding project a Project Manager and a Project Engineer assigned for every project. The Project Manager is responsible for the project from initial discussions with customer representatives until the project is successfully completed. For the customer this means One Project–One Contact.
Round Table Discussion For Vital Moulding Service Details
HanKing Mould will hold a round tables discussing on crucial stages for the plastic molding project's success, from project kick-off, DFM, mould design, mould Trial result, modifications, and so on.
Weekly Updates On Plastic Injection Molding Services
HanKing Mould Project Engineer is responsible for the technical side of each project. He delegates the work to the different departments and is in close contact with the Project Manager. The customer gets weekly updates about the plastic mold manufacturing project status.
HanKing Mould Project Flow Chart
Customer Request: request for quotation (RFQ)
Purchase Order(PO)
Mould Design: design for manufacturability(DFM), pre design, moldflow, 3D mould design, design approval by customer
After the introduction of the project, a special APQP team will be established to assess the project risks, review the quotation, determine the action tasks and objectives, establish the initial BOM, process flow chart, list of special characteristics of products and processes, and risk list, analyze in detail the structural design and process technology of different types of products for customers, put forward reasonable suggestions, assist customers to optimize products and reduce customer costs, improve production capacity and yield.
Mold Development and Production
HanKing Mould project team can make detailed mold kick off DFM report, mold flow analysis, dimensional tolerance analysis, mold design drawings and specification output, mold production, trial production, mold correction/engineering change, three-dimensional/two inspection, mold acceptance, and other fixture capabilities such as development and spraying/silk screen printing/assembly/shaping.
Process Design, Development and Verification
Product/process quality system review, workshop floor plan, process flow chart, P-FMEA formulation and review, trial production & control plan, special characteristics matrix, process operation instructions, packaging specifications, measurement system analysis plan, initial process capability research output, follow-up of trial production problems.
Product and Process Confirmation
PPAP production, measurement system evaluation, process capability update, production part approval, production capability test, packaging evaluation, control plan update, quality planning identification and management support, risk list update and improvement.
Feedback/Assessment and Corrective Measures
Early production performance of the project, early production containment, closure of risk list, review of summary report, cost reduction, improvement of delivery and service, and improvement of customer satisfaction;
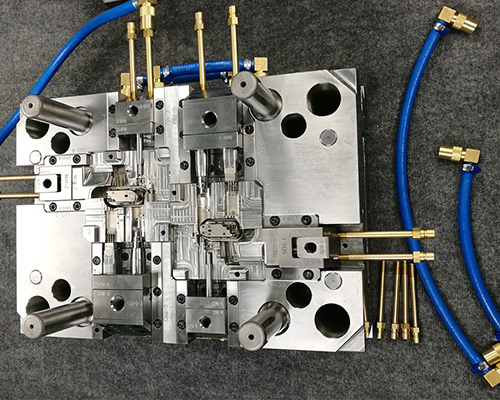
Before Injection Mould Delivery, Our Project Manager Will Make A Plastic Tooling Check To Ensure Our Molds Go to Customer In Good Status and Quality
Safety Delivery
Bar and eye bolts installed, securing device available.
Single transport cavity and core side possible transport bar balanced.
Clamping slots or clamp plates available.
Tool marking accordance with customer tool norm.
All cooling connections are marked, according to tool norm
All oil and air connections are marked, according to tool norm.
Edges for disassembly available.
Clear and Easy Marking Identification for Operators to Understand
Lubricate all guides. Oil grooves attached.
With all spring-mounted molds, is there any effective control of the spring?
Ejector system works well (smoothly moving by hand, better let a lady have a try)
Sufficient threads for eyebolts available.
The guide pillars are longer than the inclined pillars.
All screws tightened.
Ejector way to be stamped into the mold and tested.
The diameter of the locating ring is according to specification.
Nozzle radius R15.5mm / 40mm.
Pillar inlet all bolt slider rounded.
No sharp edges, all parts with chamfer.
The transitions in the sprue mostly are rounded.
The sprue bush is polished lengthwise.
All gates are equally large measurement reports that exists.
Cavity number marking is made according to customer requirements.
Recycling symbols available according to specification.
Date stamp available, according to specification, the correct date must be adjusted.
Air slots and vent holes available.
Mold Surface and Connecting
Cavity surface according to drawing.
Length of ejector and rebound tested.
Safety slider and ball catch are correctly positioned.
Pre-loading at interlocking available, single side gap 0.01mm.
Flash must be removed after grinding of the parting plane.
Parting line checked.
High gloss surface checked.
Part picks up with robot possible
Gate deforming automatically.
Shrinkage checked.
Slider with safety mechanism.
All cooling connections must be labeled, according to the client's tool norm.
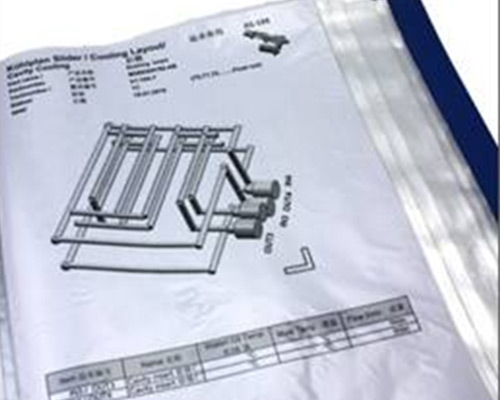
Documents and Drawing
Cooling diagram and water flow report present.
Water connectors are correct according to the norm of customers.
Cooling connections are located at the opposite or bottom of operation side.
Hydraulic pipelines must be firmly connected or tubed to tool internal.
Check function of the cylinders(ways/locking device)
Cylinder connections are in accordance with customers’ requirements.
Check limit switch: position / setting / function.
Electrical connections according to customers’ tool norm.
Hydraulic cylinder with switches.
Two complete shot with sprue.
Interchangeable elements and inserts according to requirements.
Assembly accessories according to arrangement.
Providing with adjusting data.
Electrodes are well packed, ready for dispatch and labeled with tool number.
Injection machine adjusting parameter data documented.
Electrical diagram is available.
Sample inspection report, FOT, Final run …… documented.
Two complete sets of tool drawings.
Current CAD data (2D and 3D) on CD-ROM
Tool datasheet completely filled out and signed.
Checklist Injection moulds complete filled and signed.
November 11, 2021Household appliance products are becoming larger and larger. "one mold with multiple cavities," which is developed to improve production efficiency, also leads to larger and larger household...view
November 10, 2023Advantages of Italian Injection Molding Factory:Italian injection molding factories offer several advantages that make them highly sought after in the industry. Firstly, Italy has a long-standing trad...view
August 27, 2021Automobile mold production is increasingly dependent on high technology, which can completely reduce manual labor to a very low level. The most important requirements for automobile mold production ar...view
October 28, 2019At present, China has become the world's largest mold manufacturing country. According to customs statistics, the total import and export volume of China's molds in 2017 was 7541.8243 million ...view
November 18, 2025Injection Mold Assembly: Key Techniques, Procedures, and Quality ControlInjection mold assembly is a critical link in injection molding production. It directly impacts mold operational stability, inje...view
May 13, 2024Discover the secrets behind creating custom injection moulded products that will revolutionize your manufacturing process. Essential tips revealed here!view

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어











 Call us on:
Call us on:  Email Us:
Email Us:  1st Floor, Block1, No.3 Beiting Road, Houting Community, ShaJing Street, Bao'An District, Shenzhen City, Guangdong Province, China
1st Floor, Block1, No.3 Beiting Road, Houting Community, ShaJing Street, Bao'An District, Shenzhen City, Guangdong Province, China