The structure of the plastic injection mold is related to many factors such as the variety of plastics, the shape of the product, the dimensional accuracy, the production batch, the injection process conditions, and the type of the injection machine. Therefore, the structure can be varied and the types are very diverse. However, in the long-term production practice, in order to grasp the design rules and design methods of injection molds, we found through induction and analysis that no matter how much difference between various injection mold structures, there are some common rules and commonalities in working principle and basic structure.
The main functional structure of most plastic injection molds consists of eight parts, they are plastic parts/components (cavity&core), mold guiding mechanism, gating system (sprue, runner and gate, etc.), demoulding mechanism, cooling system, and supporting components (A&B plate, mold base, and support plate, etc.), venting structure and lateral core pulling mechanism.
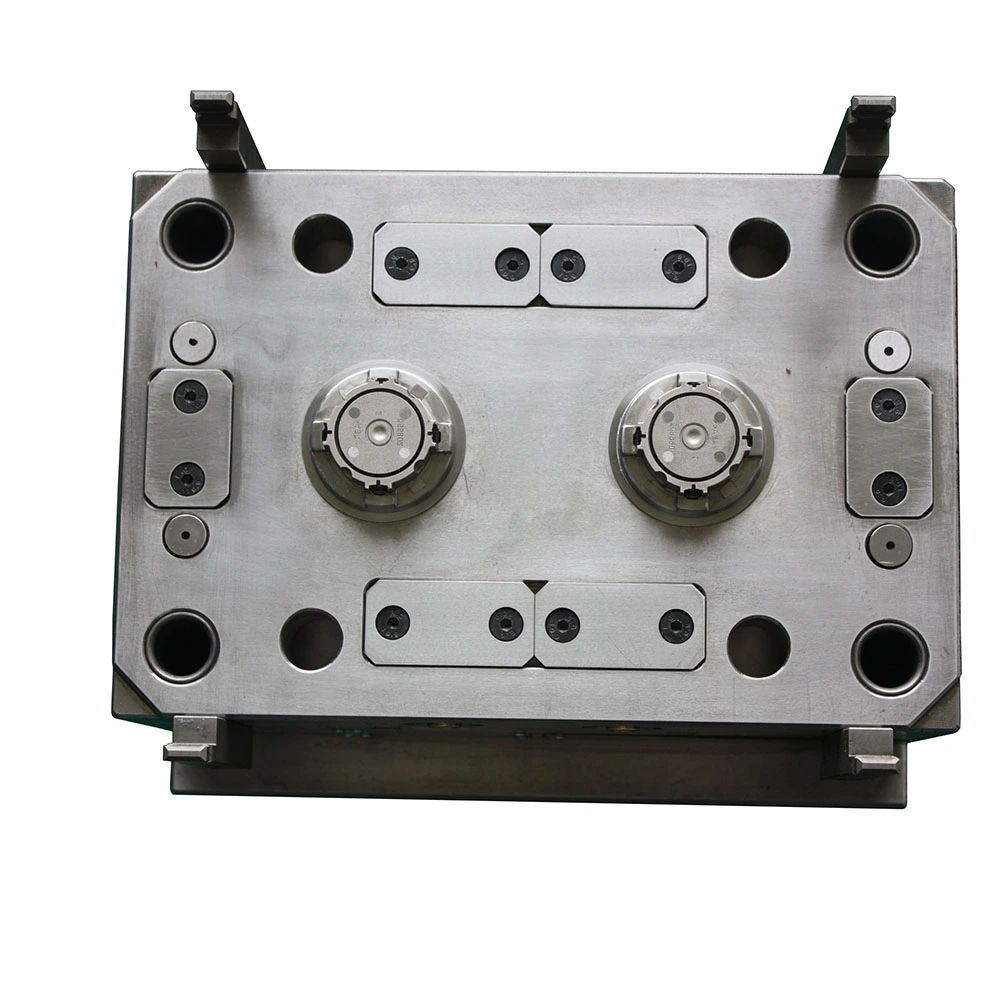
Cavity&core forms the shape of the plastic part when the plastic mold is closed, the cavity side forms the outer shape of the plastic part, the core side shapes the inner of the plastic part.
The gating system is the passage through which the molten plastic flows from the nozzle of the injection machine into the cavity of the mold. It consists of spruce, runner, gate and slag well.
The guiding mechanism is divided into two types: a guiding mechanism between the cavity and the core side, and a guiding mechanism for the ejector system. The former is to ensure that the cavity and core are accurately aligned when clamping, to ensure the accuracy of the shape and size of the plastic part, usually we have the guide pin and the guide sleeve; the latter is to avoid the skew of the ejector plate during the ejection process.
Demoulding mechanism is a device for removing a plastic part from a mould when the mold is opened, which is also called an ejection mechanism. There are many structural forms, such as ejector pin, stripper plate, ejector sleeve.
Cooling system, can control plastic mold temperature, generally has a cooling channel on the mold, also a heating element is mounted inside the mould.
Venting system, in the injection molding process, in order to discharge the air in the cavity, it is often necessary to open a venting system, usually opening a plurality of grooves on the parting surface, or release the air with a gap between stripper plate or core of the mold and the mould plates.
The mechanism that moves the lateral core is called a lateral core pulling mechanism.
When a concave shape hole or boss is on the side of the plastic part, we need a lateral core pulling mechanism. Before the mold is opened, the lateral core must be taken out or withdrawn from the plastic part, and the plastic part can be demoulded smoothly. The lateral core pulling mechanism includes angle pin, side core slide, locking block and side core slider located block, slider puller pin, spring, etc.
 Call us on:
Call us on:  Email Us:
Email Us:  1st Floor, Block1, No.3 Beiting Road, Houting Community, ShaJing Street, Bao'An District, Shenzhen City, Guangdong Province, China
1st Floor, Block1, No.3 Beiting Road, Houting Community, ShaJing Street, Bao'An District, Shenzhen City, Guangdong Province, China  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 Enquiry
Enquiry