ABS full name Acrylonitrile Butadiene Styrene copolymer, with excellent comprehensive physical and mechanical properties, excellent low-temperature impact resistance. Dimensional stability. Electrical properties, wear resistance, anti-chemical properties, dyeing, finished product processing and mechanical processing are good. ABS resins are water-resistant, inorganic, alkali and acid-resistant, insoluble in most alcohol and hydrocarbon solvents, but tend to dissolve in aldehydes, ketones, esters and certain chlorocarbons. ABS resin thermal deformation temperature is low combustible, weather resistance is poor.
The melting temperature is between 217 and 237 degrees C, and the temperature of thermal decomposition is above 250 degrees.
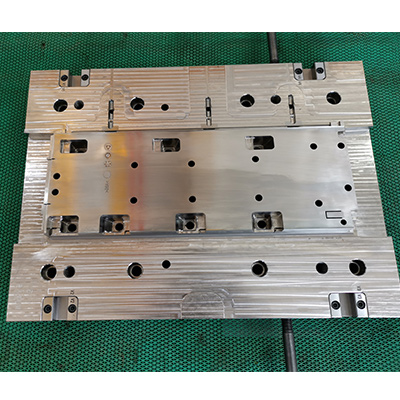
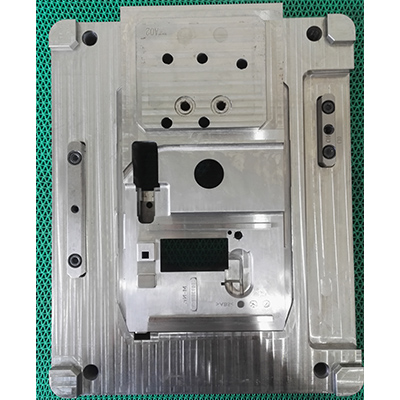
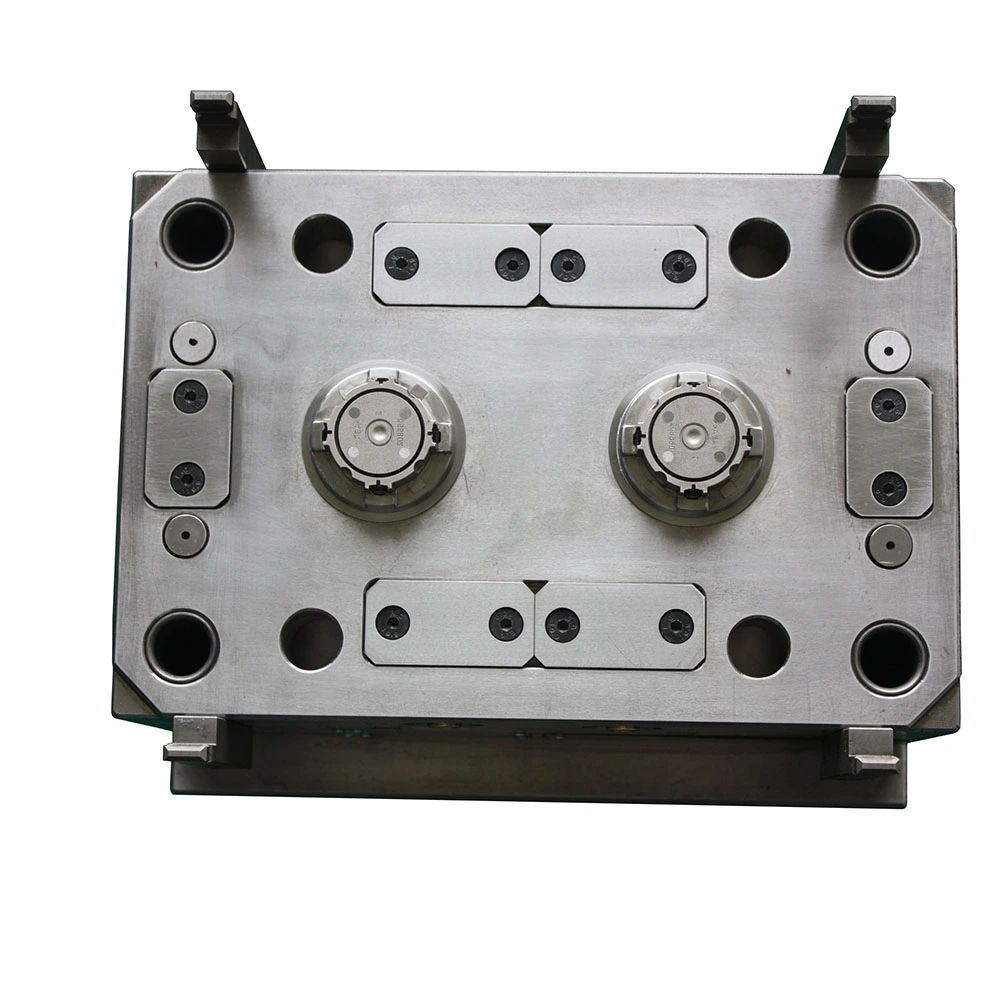
For ABS plastic part mould, HanKing will make good plastic injection mould design from wall thickness, draft angle, venting, ejector system, balance and good runner.
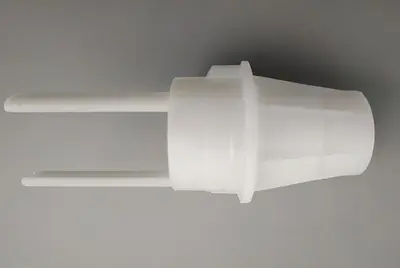
ABS resin for injection molding is mostly light ivory or porcelain white opaque granule except for special grade or coloring resin. The water absorption of the resin is not very high, for example, when the processing allowable value is under 0.1 to 0.2%, the molding process can be carried out without drying, while the packaging is tight, the storage is proper, and the product requirements are not too high. However, if the moisture content of the granules exceeds the specified value, it must be dried before injection molding. When there are high requirements for special grade granules or products (such as electroplating), it must be dried before the molding process.
In order to make the ABS melt fill all parts of the cavity as soon as possible, the diameter of the runner channel is required to be no less than 5mm, the thickness of the gate should be more than 30% of the thickness of the plastic part, and the straight part (refers to the cavity to be entered) length is about 1 mm. The position of the gate should be determined according to the requirements of the product and the direction of the flow. For products that need to be electroplated, the gate is not allowed to be on the coating surface.




 Call us on:
Call us on:  Email Us:
Email Us:  1st Floor, Block1, No.3 Beiting Road, Houting Community, ShaJing Street, Bao'An District, Shenzhen City, Guangdong Province, China
1st Floor, Block1, No.3 Beiting Road, Houting Community, ShaJing Street, Bao'An District, Shenzhen City, Guangdong Province, China  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어